

Introduction
With different types of belt conveyor systems, bulk materials can be conveyed over horizontal, inclined and even vertical paths.
The inclination angle of trough belt conveyors is limited by the bulk material properties. The maximum inclination angles of conventional belt conveyors vary from 15º up to 20º using flat belts or 30º to 32º if can be used a chevron belt and depending of the conveyed material.
For steeper inclination angles and up to vertical, conveyor belts with larger cleats and flexible side-walls are used. These conveyor belts are well known for ASSEMBLY Conveying Systems as EBFT or Sidewalls and Cleats Belt Conveyors.

To overcome a certain height, conveying systems with limited inclination angles of 20º to 33º require a long substructure, maintenance walkways, multiple coverings, GTU,…. With vertical conveyors systems the conveyor length reduces to the elevation height plus the length of the mostly horizontal sections for feeding and discharge.
In the vertical path of lift could be, in dependence of project, avoided substructures nor support rollers. Compared to horizontal or inclined installations, a saving in required space (surface area) and a reduction in investment cost occur.
Principle of Operation
The feeding of the bulk material takes place on a mostly horizontal feeding part, where the belt is supported by loading impact idlers. The inlet of the conveyed material can be achieved by directly feeding from a stock hopper, a feeding belt, mechanical vibrator,….
The selection of an optimum feeding station depends on the properties of the bulk material and belt speed of the vertical conveyor.
After the horizontal loading section, a deflection pulley bends the belt into the vertical path of lift. The upward and downwards strands are encased from the bottom to the top. Substructures or support rollers will depend on each project.
The vertical section leads over a deflection curve into the horizontal discharge section. The deflection curve is made up of a number of high-specification rollers/drums. These rollers/drums experience the vectored load of deflecting the belt tension from the vertical to the horizontal.
At the drive pulley the bulk material is discharged, and the belt is returned to the vertical deflection pulley. Depending on the bulk material properties the drive pulley is followed by a self-driven wheel (or various) which is knocking the belt to clean the return side.

Material which falls from the belt goes into the main chute or will be necessary place a small and simple conveyor under longer horizontal part, to collect all spillage (where is necessary).
Lateral deflection pulleys turn the belt from the horizontal back to the vertical again.
Is interesting know, these belts have a high cross stability and contains a fabric or steel reinforcement. Belts are manufactured with flexible lateral sidewalls out of reinforced vulcanized rubber in heights of 40 to 630 mm. The flexibility of the sidewall is necessary for the belt to wrap around the deflection wheels, the drive and take-up pulleys.
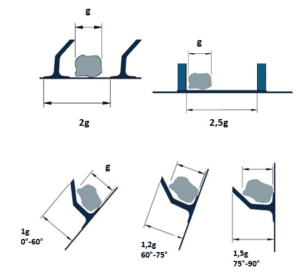
For steeply inclined or vertical conveying, the belts are provided with transversal cleats. The sidewalls and base cleats are connected to the base belt. Special cross cleats are bolted into position at the sidewalls and base cleats, resulting in a closed conveying segment where the cleats are easily replaceable. This type of construction guarantees the trouble-free transportation of all kind of bulk material, both horizontally and vertically.
Below can find the theoretical calculations for different cleats, sidewalls, pitches,…., depending on slopes and conveyed grain sizes.
Concluding Remarks
In all areas of conveying of bulk material, it is more important ever to pay careful attention to the cost/benefit ratio. This applies equally to capital investment and the ongoing cost for operation and maintenance. Bulk materials handling and transport today require environmentally acceptable, dust-free and noiseless operation as well as a high degree of functional reliability.
Why Choose a EBFT Model (Sidewall and cleats Belt Elevator)
Main reasons to choose these types of conveyors instead of conventional or bucket elevators can be summarized in these seven:
- Lower power consumption.
- Faster installation.
- Minimal downtime.
- Lower maintenance cost.
- No transfer points.
- Adaptability to all type of projects.
- Works as conventional conveyors regarding capacity, grain size, etc.